對于鍍鋅零件來說他的保養也是重要,只對鍍鋅零件保養好了才有可能發揮他的 大功效,對于鍍鋅零件在使用之前要對鍍鋅零件進行的檢查,對于表面不太平整的地方,要進行表面的清污處理,鍍鋅零件如有凹陷的地方,就需使用過氯乙烯填充鍍鋅零件的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,鍍鋅零件填充一次不能到位,下次進行要等上次的材料干后在進行。對于鍍鋅零件在打磨的時候要采用水磨技術,在打磨的過程中為了防止鍍鋅零件生銹那么在進行打磨的時候要采用防銹水進行打磨的處理,鍍鋅零件在清理打磨后,對于鍍鋅零件進行涂漆的時候要注意,底漆在使用前 充分攪拌均勻,稀釋到適當的密度,再進行涂刷或噴漆。 后一到膩子打磨清理干凈后,需要噴涂氯乙烯 道底漆,這樣就可以的提高漆膜的平整度及高漆膜的光澤。
隨著時代的發展,中國經濟還有一個相當大的持續發展潛力,這對于中國機工業來說可以增長20%-25%速度,這對于中國的鍍鋅零件件行來說也是非常有影響的,我國鍍鋅零件的總產量以經超3100萬噸,已連續居世界 位8年之久,隨著我國的鍍鋅零件企業質量的提高,整體 的加強、核心競爭力的明顯提升,使我國的鍍鋅零件行業都有了長足的進展。
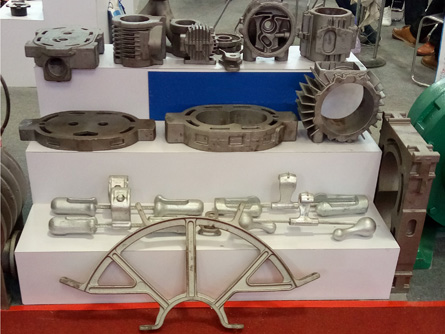
鍍鋅零件中的基礎都是箱體形結構,并增設了很多強筋,鍍鋅零件上的一些部位,如導軌面、軸孔和T型槽等處較厚大,除易產生縮孔、縮松外,還由于鍍鋅零件性能對壁厚較敏感,而易使該處組織疏松,石墨粗大,硬度低,不。當這此部位的厚度與周圍連接壁相差過大時不易產生裂紋缺陷。由于鍍鋅零件的切削加工向自動化,高速化、切削方向的發展,數控機床的出現,使鍍鋅零件結構產生一些變化,帶來一些鑄造工藝的問題。對于鍍鋅零件易產生的缺陷及位置,在對以上的問題進行分析后,在基于以上的一此問題,在來設計鍍鋅零件的話就可以設計出 合理的鍍鋅零件結構。
球墨鑄件冒口補縮不進:球墨鑄件鍍鋅零件冷卻,球墨鑄件中的鍍鋅零件補縮通道窄小。碳當量高,石墨析出早,石墨化膨脹泛起早,加上石墨球數和共晶團數量多,固-液區擴展,導致液態通道窄小,容易堵塞,補縮液體難以進入鑄件,特別是補縮液體(或補縮作用)不能遠離傳送。如果不針對這種情況采取措施,也會導致補縮失敗,發生縮孔、縮松。冒口對各軸頸心部的補縮作用較明顯,球墨鑄件局部地區存在與冒口補縮通道不相通的孤立熱節 各種曲軸生產中。而對各曲拐內側轉角部位幾乎沒有補縮作用。同一鑄型內,同時用無冒口和冒口補縮兩種工藝鑄造6110曲軸,球墨鑄件解剖發現:有冒口補縮的曲軸各檔軸頸心部都沒有縮松,無冒口曲軸各擋軸頸心部都有大小為φ20φ30mm縮松。用計算機進行凝固模擬顯示, 后凝固區也與這些部位吻合。說明球墨鑄件內部存在著貫穿整根曲軸各個軸頸心部的液態補縮通道,此通道經過的熱節在冒口補縮時沒有縮松,沒有冒口補縮就有縮松。而曲軸加工后概況磁力探傷經常發現,無論是無冒口鑄造還是有冒口補縮的曲軸,各曲拐內側轉角處往往有縮松,說明這些部位有孤立的熱節存在這些熱節不與心部的補縮通道相通,冒口補縮不到因此容易發生縮松。為此,這些部位需要設置冷鐵。
鍍鋅零件由于是多孔質結構。即使鍍上了鋅層,由于概況有大量孔隙存在其抗蝕性能仍然不會好,因此有些對抗蝕性能有較的鑄鐵件采用了熱鍍鋅工藝,但是對于鍍鋅零件,前處置懲罰時要注意以下事項:
1.不要采用酸洗除銹工藝, 好是采用噴砂去除表面的氧化皮,這樣可以將表面的氧化物和砂型殘留物基本清理干凈;
2.下槽浸鍍前充分預熱后再下到熱鍍鋅槽浸鋅,這樣可以通過加熱將孔隙中的水汽等驅除,有利于鋅液在概況的浸潤。