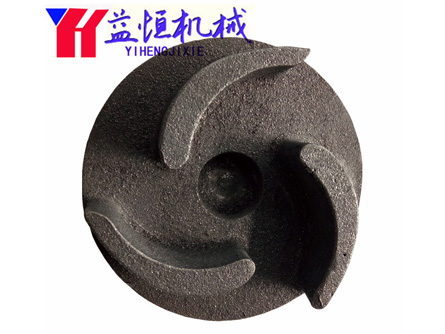
GB976-88代替GB976-67和GB5675-852灰鑄鐵件的特點:
①磨性與消震。由于鑄鐵中石墨有利于潤滑及貯,以磨性好。同樣,由于石墨的存,灰口鑄鐵的消震優(yōu)于鋼。
②工藝能。
由于灰口鑄鐵含碳量高,接近于共晶成,故熔點比較低,流動性良,收縮率小,因此適宜于鑄造結構復雜或薄壁鑄件。
另外,由于石墨使切削加工時易于形成斷屑,以灰口鑄鐵的可切削加工優(yōu)于鋼。利用樹脂砂型鑄機床床身鑄件的優(yōu)點:樹脂砂型剛度,澆注初期砂型強度,這就有條件利用鑄鐵凝固過程的石墨化膨,地縮孔縮松缺陷,實現(xiàn)灰鑄鐵球墨鑄鐵件的少冒口無冒口鑄造實型鑄造生產(chǎn)中采用聚苯乙烯泡塑模樣,應用呋喃樹脂自硬砂型。當金屬液澆入鑄型,泡沫塑料模樣在高溫金屬液作用下氣,燃燒而消,金屬液取代了原來泡沫塑料占據(jù)的位,冷卻凝固成與模樣形狀相同的實型鑄件相對來,消失模鑄造對于生產(chǎn)單件或小批量的汽車覆蓋,機床床身等大型模具較之傳統(tǒng)砂型有很大優(yōu),它不但省去了昂貴的木型費,而且便于操作,縮短了生產(chǎn)周,提高了生產(chǎn)效,具有尺寸精度,加工余量,表面質(zhì)量好等優(yōu)勢。
隨著科技的進步與灰鐵鑄件業(yè)的蓬勃發(fā)展,不同的鑄件方法有不同的鑄型準備內(nèi)容。以應用 廣泛的砂型鑄件為例,鑄型準備包括造型材料準備和造型造芯兩大項工作。砂型鑄件中用來造型造芯的各種原材料,如鑄造砂、型砂粘結劑和其他輔料,以及由它們配制成的型砂、芯砂、涂料等統(tǒng)稱為造型材料造型材料準備的任務是按照鑄件的要求、金屬的性質(zhì),選擇合適的原砂、粘結劑和輔料,然后按的比例把它們混合成具有性能的型砂和芯砂。常用的混砂設備有碾輪式混砂機、逆流式混砂機和葉片溝槽式混砂機。后者是專為混合化學自硬砂設計的,連續(xù)混合,。